|
Having been involved with iATN since 1995, it still amazes me that I continue to meet industry professionals who have no idea what iATN is and what it might mean to them if they were to get involved. We're often compared with traditional information services, and while we also provide ways to get help with vehicle diagnosis and repair through TechHelp and the Knowledge Base, the comparison misses the larger point: iATN is first and foremost a place that offers the opportunity for continuous learning, spanning all aspects of the automotive service industry.
I recently saw a post in the Industry Issues forum that backs this up:
"I was the best tech I ever met before joining iATN. I have grown more in my short time here than my previous 9 years of professional repair experience. I look back at the way I used to work and diagnose and just hold my head in shame. But, I was the best everywhere I ever worked so how was I going to know any better?"
So on that note, I hope you'll reflect on your use of iATN, and encourage your fellow professionals to take a look at what iATN can do for them and our industry.
As we head towards the end of 2013, this issue marks the 20th edition of the iATN Review since its launch in 2009. Once again, it's filled with many interesting topics and discussions for all from a detailed look at A/C condensers, a look at unnecessary smog check repairs, broken flex-plates, technician licensing, programming solutions and more.
We hope you enjoy this issue, and Happy Holidays!
Scott Brown
iATN President

Corrugated Micro Multi-Port Extruded Profile Condenser
HVAC Forum
Glenn from Louisiana
"Corrugated" - Micro Multi-Port Extruded Profile Condenser
In September of 2012, I provided information on a Micro Multi-Port Extruded Profile Condenser.
In an update to the above, I provided information about several types of MVAC condensers, including a Corrugated Micro Multi-Port Condenser [gasgoo.com].
Recently, I encountered a vehicle, which just so happened to have an OEM Corrugated Micro Multi-Port Extruded Profile Condenser. The attached photos alone would have been beneficial to upload here; however, this particular condenser was diagnosed to be internally restrictive within the first pass of the condenser.
The preliminary evaluation of the system indicated that there was no visible evidence of a compressor type particulate failure. The refrigerant oil (compressor and system) was clear green (OEM WDD), with no visible particulate within the refrigerant oil, and no abnormal refrigerant oil discoloration(s).
Due to the unique circumstances involved, the condenser was carefully cut open and sectioned; with the exception of the flat tubes due to the micro-sizing.
The inlet down-flow manifold tube chamber and first pass aft down-flow manifold tube chamber were not restricted; both did not contain any compressor particulate or other type of restriction.
The inlet manifold first pass cross-flow flat tube rows were found restrictive; way more prevalent in the last two-third rows down the manifold tube, chamber to chamber.
The orifice tube was slightly coated in a light tinted black color, but did not have any other matter or debris at, near, or on the orifice tube that was visible with the naked eye. The orifice tube orifice and its screens were not found restrictive in any obvious way and/or in any obvious manner.
As discussed here many times, refrigerant oil is necessary to lubricate the compressor, lubricate any movable valving (when applicable), and provide a barrier for corrosive issues that do not have coatings or additional protective measures. Other than mentioned, refrigerant oil is considered a contaminate and hindrance to principles, refrigerants, metering devices, and heat exchangers.
In this particular case, the refrigerant oil was subjected to repeated elevated temperatures to the degree of thermal degradation within the condenser; inclusive of its makeup, additives, and characteristics.
The most common malady of this type of subjection and outcome is called "Coking" in the refrigerant industry; mainly because the oil degradation is the malady, and not the compressor degradation as the originating malady common to other situations. The degree of oil coking is characteristic to the oil, as well as the inclusive degradation factors and time elements.
Oil coking can start at the molecular level, which may seem to be of no consequence, but has been proven otherwise, especially with accelerated adverse layering conditions. In such cases of abnormal continuous elevated temperatures, the degree and speed can increase with any buildup and/or excess temperature(s); or in other words, can compound exponentially. The smaller the dimensions get with Micro Multi-Port Extrude Profile Condensers, the greater the adverse effects when problems arise.
The situation presented here is more than likely not something that will occur on a frequent basis. If and when the circumstances are where the condenser repeatedly and continuously becomes deprived of releasing, and/or problematic for transferring, heat significant to cause such refrigerant oil thermal degradation and/or coking, this information may be of some use.
In viewing the following photos, remember that the camera has magnified and enhanced the photos.
Photos - Corrugated Micro Multi-Port Extruded Profile Condenser:
1 - Corrugated Micro Multi-Port Extruded Profile Condenser - Signature Introduction "Corrugated" - Micro Multi-Port Extruded Profile Condenser
2 - Dime and Straight -Pin Cross-Sectional
3 - Cross-Section and Longitudinal
4 - Tip of Straight-Pin Dimensional Reference to Corrugated Dimensional Reference
5 - Enhanced Longitudinal
6 - Straight-Pin Upright
7 - Straight-Pin Upright; Enhanced
8 - Paying Attention to Details: What do you see? What do you not see? Residue! Color! Baked and/or Cooked!
9 - Paying Attention to Details: How many passes? What pass? Where in the pass? How many rows? What row? Where in the row? Passes . . . Rows? Vapor or liquid area? Wet or dry w/ ref oil?
10 - Dime Dimensional Reference to Round Manifold Tube Dimensional Reference
11- Round Manifold Tube - Note the Amount of Protrusion - Corrugated Micro Multi-Port Extruded Flat Tube
12 - Internal View of Flat Tube Rows
13 - Another Internal View of Flat Tube Rows - Note the Inside Color
14 - Dime Dimensional Reference to: Round Manifold Tube Dimensional Reference; and Round Exit Tube Dimensional Reference
15 - 45 Degree Angle View
16 - Relative Angle Top View
17 - Inside View of Final Pass Exit
18 - Closer Inside View of Final Pass Exit
19 - Side by Side Dimensional References
20 - Side by Side Comparison of Relative Pass Protrusions Into the Manifold Chambers
21 - Another View: Side by Side Comparison of Relative Pass Protrusions Into the Manifold Chambers - Note: Associated Differences of Internal Colors for First Pass Aft (Right) and Final Pass Exit (Left)
22 - Side by Side View of Internal Manifold Protrusions and Pass Chambers
Kia Optima Air Bag ACU Code B1762
Technical Discussion Forum
Kirk from Texas
I had a 2013 KIA Optima come in from a body shop to repair the air bag after collision.
I pulled the trouble code B1762 ACU coding error. B1762 GDS B1762 ACU Code
All the body shop would tell me was it had all new air bag parts. Arggg!
Using KIA GDS I went into ACU coding function and it requested a four digit code. I called local dealer to get the code TFA4 but was also able to get the code using the automatic procedure with GDS connected to internet as well. Kia ACU Code Function 6
The ACU Code function failed. I double check the code and it failed again. KIa ACU Code Error
After I made a call to Joey at A & E tools and getting an education how this system works I was able to get it fixed.
What I learned was that if you are going to replace the air bag module on a newer Kia/Hyundai you will need to repair all faults in system before installing new module. You want to make sure that all faults in the old module except crash data are corrected first.
You can also retrieve the ACU code from the old module and use it to code the new module as long as the part # is the exact same.
The ACU code is the as built code for air bag system.
The airbag module will NOT code if any faults are present, but the airbag module will NOT set faults until coded.
In my case the body shop had thrown away the old module and the car had 600 miles on it so every part looked new and I was told had been replaced.
You will either have to test each part until you find a fault (ohm out seat belt & buckles, etc..) or install the new module in another vehicle with same options.
I went to local dealer and they had four of same model. I check the V.I.N.s on all four and they had the same ACU code.
After asking very nicely and explaining my situation. I installed my new module in one of their new cars and the ACU code worked fine. I then took my coded module back to shop and installed in the body shop car.
It now would list the current faults for driver side belt and buckle. I replace both parts and issue was solved. Kia air bag Codes
CAN IHS Bus
Technical Discussion Forum
Skyler from Nebraska
[2009 Dodge Grand Caravan SXT, ECM/Inputs/Outputs Photo] [2009 Dodge Grand Caravan SXT, ECM/Inputs/Outputs Photo] Ran into a 2009 Caravan, customer states very intermittently the wiper will sweep and headlights turn on. Code tested, multiple stored faults for loss of communication with interior body modules IHS BUS. So CAN IHS (Interior High Speed) bus is shorting or loosing connection.
For those who are not familiar with this system, anytime the instrument cluster or "CCN" (Cabin Compartment Node) module looses communication with the TIPM over the IHS bus, the TIPM will by default turn on the headlamps and sweep the wipers. This is a fail safe lawyer thing in case it fails in the worst circumstances, at night and raining.
Attempting to duplicate this condition was nearly impossible, but of course the same day the customer would pick it up, 10 minutes later it would happen. So after some more searching and hunting ended up finding the CAN IHS + wire had rubbed through at the back corner of the right rear seatbelt retractor. I wanted to share this with others as I know BUS problems are by in large one of the most frustrating things we can face. I also know how scarce bus problems/fixes are in iATN as many AM shops defer these to dealerships. I personally work at a Chrysler dealer and get plenty of help from iATN with other brands, so to me that's what it's all about, we all help each other.
The photo's aren't great but many will recognize the area due to the location of the rear heater box in doing rear evaporators. CAN IHS problems on RT CARAVANS, this includes 2008, 2009, 2010, 2011, 2012,2013 VANS.
Some other problem areas include loose IHS BUS circuits at C300, lower sliding door harness pinched, C200 terminal alignment/spread terminal issue, harness rub through on top of thermostat housing, harness near power lift-gate motor, and pass-through door wiring broken or terminals backed out.
$1500 And It Still Won't Pass
Emissions Forum
Danny from California
The customer paid a "mechanic" to get her car to pass it's smog inspection. The mechanic is a person that grew up with her son, and she thinks of him as family. Here's a list that he made.
1999 Toyota Camry CE, Photo
I have no idea why all those repairs were recommended. I have no idea what trouble codes the mechanic was chasing. The vehicle failed it's smog check for monitors not run.
The customer paid cost for all the parts, and was only charged labor.
The customer came to me because apparently the P0441 could not be fixed. That was the code in memory when she drove in. She stated that valves, sensors, canister, and gas cap was replaced. The tank was dropped and smoke checked to check for leaks. The PCM was sent to a rebuilder to be tested.
I was thinking I shouldn't take this job, but she was just short of pleading to me to give it my best shot.
The first thing I did was to check if the canister and fuel tank could hold pressure or vacuum and performed a test similar to this and it passed. At least nothing is screwed up there.
[1999 Toyota Camry LE, Emissions Scan Data]
I then commanded the purge duty cycle valve, and it didn't work properly. Hardly anything was flowing through the valve.
The new aftermarket purge duty cycle valve was defective.
Aftermarket Evap Purge Valve
The Evap system is fixed.
How do you guys get consumers to trust you? Seems like to the general public, we're all the same with the same level of skills. The customer trusted her mechanic, she watched him grow up. The customer got my number by printing out all the STAR Test and Repairs in Los Angeles. I was not recommended by anyone. The customer thought my 1.5hr diagnostic fee was excessive during the first call. I was surprised that she called back to make an appointment.
Nailing Down A Broken Flywheel
Technical Tips Forum
Roy from Iowa
Up until a couple of weeks ago we had never replaced or had any problems with broken flywheels on the newer, to us, GM full size pickups.
A customer came to us with a 2004 GM 2500HD 6.0L with a 4L80E trans. The complaint was a tick in the motor. When I first heard it sounded like a lifter ticking away. Under the hood though I could not isolate the noise to the top of the motor and noted it was best heard behind the frt. tire in the wheel well.
I also noted that the noise did not leave when dropped into gear but when you power braked it did go way at about 1200 rpm. With it in neutral the noise was still clear at 1500 rpm.
When we got into the shop the noise went away. The customer was good enough to understand and took it home. He reported the noise would come and go at will. Last I had talked to him it had not bothered for two weeks.
I did note a bulletin about flywheels cracking. A peek on iATN showed up some reports of them breaking also.
Enter truck number two, a 2005 Chevrolet Tahoe LS 5.3L with the smaller auto trans. Again, exact same noise, same effect when power loading it and this one did not go away. A stethoscope picked the noise up best between the starter and the block clear to the back. In the shop we pulled the little round inspection cover off the lower bell housing and with a good light were able to see a crack.
We replaced the flywheel, which was cracked clear around the bolt pattern and when done I called the other customer and told him I was now positive we had a cracked flywheel. He got it right in and we replaced it also.
It is interesting to note that although both trucks sounded and acted exactly the same they have different engines, different transmissions and different part number flywheels. Also the service bulletin only applied to the 3/4 ton, not the Tahoe.
And the news you can use? Sounds like a lifter, maybe a bit faster, hear it behind the frt. tires. In the air with a stethoscope you pick it very strongly between the starter and the engine block.
FWIW we used new GM parts, the new flywheel was slightly different, also used new bolts, they came with a locking agent on them, and the spacer.
Technician Licensing
Industry Issues Forum
Gary from Colorado
Andrew from Utah made an extremely good point about the power of licensing and regulation in other trades. I think it's obvious that the reason other trades prosper while the automotive sector languishes is because they have standards and we don't.
But we've been beating up the tech licensing issue nearly every month during the fourteen years that I've been an iATN member.
The long and short of it is that I keep hearing shop owners in general complaining about the lack of qualified technicians. The fact of the matter is that the aftermarket industry contributes very little material support to the training of young, qualified technicians.
The other pertinent fact is that we're not going to get qualified technicians through our current vocational and aftermarket training systems. And I use the word "system" very loosely when referring to aftermarket training.
One reason the quality of our trade school grads is so lacking is because the entry thresholds for beginning students are low to non-existent. The other reason is that we expect too much from a vocational educational model that hasn't changed since Model T Fords rolled on wooden wheels.
Don't blame the instructors. But instead blame the politicians and the administrators who have a vested interest in maintaining the status quo. Not to mention the largely inadequate funding of what now passes for "vocational" education.
The obvious answer is that, if we really want technician licensing, we need organization and clout. The only way to get that organization and clout is to grow a much larger, politically stronger, and more financially able Automotive Service Association.
Although ASA is composed of shop owner members, it must also be dedicated to raising the threshold for entry-level technicians. Not only must ASA be dedicated to raising the existing threshold, it must also initiate its own internship/apprenticeship programs so that it can instill not only the pride of craftsmanship but also the ethical values involved with becoming a master technician and perhaps future shop owner.
I say the "internship and apprenticeship" levels simply because these programs are the only way that industry can certify hands-on competence. Either program should evaluate student performance through an on-going system of training, remediation, and certification of specific hands-on skills.
As for the differences between the two, internships are usually coordinated through an existing vocational program while apprenticeships are usually operated solely through the resources of the industry itself. Either system will work.
Remember that the auto manufacturers team up with community colleges and make internships work for them each and every day of the week. And that's perhaps why they also get the best student candidates.
Yup, that process is going to cost a lot of folks some money including the shop owner and, ultimately, the automotive consumer. And don't forget that our industry will have to start offering compensation and benefit packages that will attract the bright, young people we need in our industry. Even at the very best, this process will take years to put in place.
But, speaking as one who has addressed this issue for many years at many different educational and industry levels, industry-sponsored internships and apprenticeship programs are the only way to resolve the on-going issue of technician certification...
Isolating Modules From the Data Bus for Programming
Technical Tips Forum
Reid from New Jersey
Some of you probably know this trick so for you this is review. I recently read a Tech Help request from a tech that was having difficulty programming a BCM in a 2000 Saturn. Typically a module will fail to program and you will get an error message and the dreaded "PROGRAMMING FAILED" message on you computer screen. In some cases aftermarket equipment installed in the vehicle such as a non OE radio is the culprit.
A call to the help desk will often instruct you to disconnect any aftermarket equipment. A radio usually isn't a big deal but what do you do when you can't easily confirm the installation of some aftermarket device or it's impractical to disconnect every piece of AM gear in a vehicle? Such was the case on a 2007 GMC Sierra 3500 I was called out to program. This vehicle is a catering truck with all manner of things installed after it left the factory. I was called to program a Trans Control Module as this truck had a reman trans installed. On this truck both Engine and Trans are programmed at the same time. I got error messages each time I attempted to program.
My solution was to isolate the Engine and Transmission modules so that they were the only two modules on the CAN bus. Using a diagram of the CAN bus wiring I found that unplugging the BCM connector containing the CAN bus lines would remove the rest of the modules. All that was left was to connect the bus lines to the ALDL using a pair of jumper wires.
Programming successful! This can also be done on serial data systems and in most cases is easier as there is usually a serial bus splice connector that can be accesses and jumpered.
2007 GMC Sierra 1500 Classic SL, ECM/Inputs/Outputs Photo
Analyzing Without Equipment
Technical Tips Forum
Mac from Michigan
ANALYSIS WITHOUT EQUIPMENT
When the discussion in the forum was about a misfire at idle and someone came up with the statement that this 3800 was known for restricted exhaust problems, you wonder. But when this individual has 16 years under the belt and is now a shop foreman, you wonder how he got there. It is sometimes painful to reply to a dumb observation or comment because you don't want to alienate the person from asking questions. After all learning from each other's experience is the main purpose of these forums.
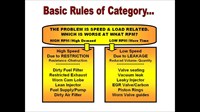
The title does not imply that equipment is not required to analyze. However, there is a concept of common sense, when we consider at what condition the problem may occur,. Some typical malfunctions fall under two categories. LEAKAGE, has the greatest effect at low RPM and has practically no effect at high speed. On the contrary, RESTRICTIONS are typically more pronounced at high RPM and has reduced or no effect at low speed.
The illustration shows typical LEAKAGE and RESTRICTION examples: Basic Rules of Analyzing
LOW SPEED PROBLEMS ARE USUALLY TIME RELATED: 1. Leakage, like a poorly seating valve has a greater chance to be diagnosed at low speed, typically cranking RPM. The reason is simple, because it has more time to leak down. Example: A burned valve may feel like a misfire at idle, but performance wise there is very little negative effect at high RPM, because the leakage is so minute at that speed. 2. A vacuum leak drives the fuel trim positive at idle, but equals out at high speed when the leak has very little effect. That is how you know the difference between lean injector and vacuum leak. 3. A leaky injector has more time to drip at idle, while at high speed there is less time and may be only a few drops. 4. Carbon build-up may keep the EGR valve open causing a rough idle. At high speed the EGR valve should be open anyway to control NOX. Therefore carbon build-up at EGR has no negative effect at high RPM or load.
HIGH SPEED COMPLAINTS ARE USUALLY VOLUME RELATED: 1. Here are some examples of fuel starvation: An 80% restricted fuel filter is no problem at idle, but you won't make it driving uphill when volume and demand is far greater. 2. The same holds true for a defective fuel pump. It may have a perfect fuel pressure, but fails to supply enough volume at high speed when high demand is critical, causing surging under load, yet may pass every function at lower demand at idle. 3. Also a restricted exhaust has a greater negative effect when the volume is high at wide open throttle and the accumulation of inhaled air is at its peak. 4. A lean injector may pass at idle, but fails at high speed, typically at fast acceleration when the computer cannot keep up with compensating for the lean condition. This can be easily demonstrated with a snap-test (when the computer does not respond fast enough to compensate), on the ignition scope pattern.
FAILURE AT ANY SPEED: A dead hole at any speed can mean almost anything from absence of fuel, or spark, or compression. The fact that it is at any speed makes analysis simpler because it does not fall under those above categories. Reading the code tells which cylinder.
Final advice! Don't memorize -- analyze! Final advice...
| |